3D printing using recycled HDPE (shredded
gallon milk jug flakes) comes with many challenges, one of them being print bed
adhesion. HDPE has become infamous to WOOF for its uncontrolled
warping and shrinking, which causes prints to peel off of the print bed. To
mitigate this, WOOF Officer Brandon Bowman began developing a process to create
an HDPE print surface.
The initial idea was to heat gun
HDPE flakes onto steel plates (18” X 18” X 1/8"). This evolved into baking
using a standard baking oven. Bowman initially baked HDPE flake onto a
steel plate then applied force on top of the flake using another surface, his body weight and his feet.
This process
produced inconsistent and non-optimal results. Size limits of the baking
oven, the need to put plastic in an oven, and the need to apply spray on Teflon
coating encouraged designing a different solution.
Over time the flake baking process
evolved into a recipe reasonably perfected by WOOF’s Director of Operations Dana
Henshaw. The following recipe utilizing a Wabash Hot Press
has produced promising results:
Stack
4 plates prepared in the below manner with a 5th steel plate by itself as a
barrier on top into a hot press.
To
prepare each steel plate requires:
1
- 24” X 24” Steel Plate (1/8” thick)
3
- Pints of Recycled HDPE Milk Jug Flakes (cleaned and shredded) spread on the steel plate leaving an approximately 1" border.
1
– 24” X 24” Sheet of Porous Teflon Coated Fabric
1
– 24” X 24” Sheet of Breather Material
Finally top the sheet off with:
1
– 24” X 24” Sheet of Non-Porous Teflon Coated Fabric (Not Pictured)
Then using a Hot Press:
Apply
and maintain 400lbs of force
Increase
temperature to 375 °F over 30 minutes
Hold
at 375 °F for 40 minutes
Cool
for 10 – 20 minutes
Remove
the 400lbs of force and separate hot press platens
Then
carefully remove the hot plates
After the plates are cooled, they are attached to the build surface and then used for printing.
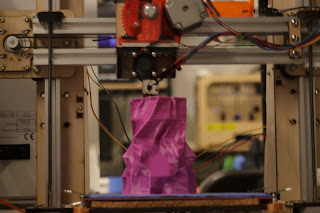
This is an attempt to print a cylinder that was to be used as a potential floatation device.
This turned out to be a great learning experience. Here are a few things that were tried but did not work:
Failure of first hot press: Used
only non-porous Teflon coated fabric. It made sheets that were too smooth, and
the first layer of printed HDPE wouldn't adhere well enough.
Failure of second hot press: holding
pressure for 20 minutes with the breather material was not long enough for
temperature to penetrate deep enough into the stack to allow full adhesion of HDPE flake onto
each plate. The HDPE on the middle plates stayed as flakes.
In all, developing this process has allowed
the WOOF team to achieve successful prints of the sections a multi-sectioned
Kayak.










 spread on the steel plate leaving an approximately 1\" border.")





